- Nederland
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Machine Vision en Visuele Sensors: Werkingsprincipes en Toepassingen
Catalogus
Wat is Machine Vision?
Machine vision is een technologie die machines in staat stelt om beelden van objecten in de echte wereld vast te leggen, te verwerken en te analyseren. Het combineert camera's, sensors, optische lenzen, verlichtingssystemen en beeldverwerkingssoftware om visuele informatie te verzamelen en deze om te zetten in nuttige gegevens voor geautomatiseerde beslissingen.
In praktische toepassingen voert machine vision veel van de visuele inspectie- en meettaken uit die anders menselijke observatie zouden vereisen. In plaats van op een persoon te vertrouwen om naar een product te kijken en de staat ervan te beoordelen, legt het systeem een duidelijk beeld van het object vast, converteert dat beeld in digitale informatie en onderzoekt specifieke visuele details. Deze details kunnen onder andere vorm, grootte, positie, kleur, helderheid, randen, patronen en oppervlaktemstandigheden omvatten. Door deze kenmerken te analyseren, kan het systeem bepalen of het object voldoet aan de vooraf gedefinieerde eisen.
Hoe een Machine Vision Systeem Werkt
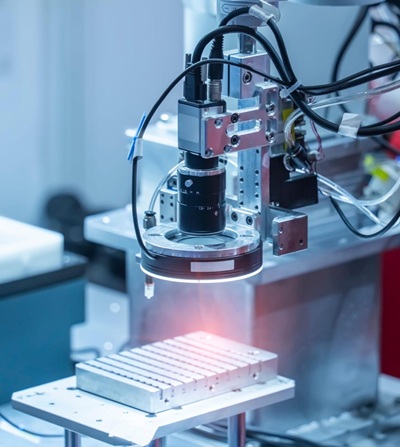
Een machine vision proces volgt een logische reeks stappen. Eerst komt het object het inspectiegebied binnen en wordt het verlicht met een gecontroleerde lichtbron. Juiste verlichting helpt om belangrijke visuele kenmerken te onthullen en vermindert schaduwen, reflecties of andere omstandigheden die de beeldkwaliteit kunnen beïnvloeden.
Vervolgens legt een camera een afbeelding van het object vast vanuit een specifieke hoek en afstand. De vastgelegde afbeelding wordt vervolgens omgezet in digitale pixelgegevens, waarbij elke pixel informatie bevat over helderheid, kleur of intensiteit. Dit digitale beeld wordt overgedragen aan een beeldverwerkingsysteem voor analyse.
De software onderzoekt het beeld in detail door randen te identificeren, vormen te vergelijken, afmetingen te meten, kleurvariaties te detecteren en oppervlaktekenmerken te evalueren. Het verwerkt pixelpatronen en intensiteitswaarden om de belangrijkste informatie te isoleren. De geëxtraheerde gegevens worden vervolgens vergeleken met vooraf gedefinieerde normen, toleranties of inspectieregels om te bepalen of het object aan de vereiste criteria voldoet.
Toepassingen en Voordelen van Machine Vision
Nadat de analyse is voltooid, genereert het systeem resultaten die kunnen worden gebruikt om een breed scala aan industriële operaties te ondersteunen. Machine vision kan nauwkeurige metingen uitvoeren, oppervlakdefecten identificeren, de productkwaliteit verifiëren, artikelen sorteren op basis van specifieke kenmerken, de exacte positie van objecten bepalen en begeleiding bieden voor robotsystemen tijdens handlings- of assemblagetaken.
Omdat machinevisie grote aantallen objecten snel en consistent kan inspecteren, helpt het de nauwkeurigheid, efficiëntie en productiebetrouwbaarheid te verbeteren. Het vermogen om gedetailleerde inspecties in realtime uit te voeren, heeft het tot een sleuteltechnologie gemaakt in de productie, industriële automatisering, robotica, verpakking, elektronica productie en kwaliteitscontrolet systemen.
Samenstelling van Machine Vision Systemen
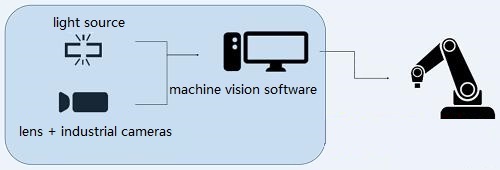
Een machinevisiesysteem bestaat uit verschillende hardware- en softwarecomponenten die samenwerken om objecten automatisch te inspecteren, meten, identificeren en volgen. Elke component voert een specifieke taak uit in het inspectieproces. Vanaf het moment dat een object het inspectiegebied binnenkomt tot het moment dat een beslissing wordt genomen, stroomt informatie door een serie verbonden stappen. Deze stappen omvatten objectdetectie, beeldverwerving, beeldoverdracht, beeldverwerking, resultaatgeneratie en apparatuurcontrole.
Voor een nauwkeurige en betrouwbare inspectie moet elke component gecoördineerd werken. Een vertraging in de beeldopname, slechte verlichting of inaccurate positionering kan de kwaliteit van het uiteindelijke resultaat beïnvloeden. Daarom hangt de prestaties van het gehele systeem af van hoe goed deze componenten samen functioneren.
Camera en Lens
De camera en lens vormen het sectie voor beeldverwerving van het machinevisiesysteem. Hun taak is om een helder en gedetailleerd beeld van het geinspecteerde object vast te leggen.
Het proces begint wanneer licht dat van het oppervlak van het object reflecteert de lens binnenkomt. De lens verzamelt dit licht en focust het op de camerasensor. De kwaliteit van deze focus beïnvloedt direct de scherpte van het beeld. Als het beeld vaag is, kunnen kleine defecten, randen, markeringen of dimensionale details moeilijk te detecteren zijn.
Nadat het licht de sensor heeft bereikt, converteert de camera het optische beeld in digitale afbeeldingsgegevens. Deze gegevens bestaan uit duizenden of zelfs miljoenen pixels die de visuele kenmerken van het object vertegenwoordigen. Het beeld wordt vervolgens voorbereid voor verwerking door het visiesysteem.
Verschillende inspectietaken vereisen verschillende camera-configuraties. Een enkel-camera-opstelling kan voldoende zijn wanneer slechts één weergave van een object nodig is. Echter, producten met complexe vormen vereisen vaak meerdere camera's die onder verschillende hoeken zijn gepositioneerd. Dit stelt het systeem in staat om verschillende oppervlakken tegelijkertijd te inspecteren, blinde vlekken te elimineren en meer complete informatie vast te leggen.
Machinevisiecamera's zijn beschikbaar in verschillende types, waaronder monochrome camera's, kleurencamera's, lijnscancamera's, vlakscancamera's, progressieve-scanscamera's en camera's met hoge resolutie. De selectie hangt af van factoren zoals objectgrootte, productiesnelheid, vereiste afbeeldingsdetails, gezichtsveld en meetnauwkeurigheid.
Lichtbron
De lichtbron is een van de meest kritische componenten in een machinevisiesysteem omdat de beeldkwaliteit sterk afhankelijk is van juiste verlichting.
Voordat een afbeelding wordt vastgelegd, moet het object op een gecontroleerde en consistente manier worden belicht. Het doel is niet alleen om het object zichtbaar te maken. De verlichting moet de kenmerken die moeten worden geïnspecteerd duidelijk zichtbaar maken. Deze kenmerken kunnen onder andere randen, krassen, barsten, oppervlaktextures, geprinte tekens, labels, kleurverschillen of dimensionale grenzen omvatten.
Juiste verlichting verhoogt het contrast van het beeld en laat belangrijke details opvallen tegen de achtergrond. Bijvoorbeeld, een kleine kras op een metalen oppervlak kan moeilijk te detecteren zijn onder normale verlichtingsomstandigheden, maar kan zeer zichtbaar worden wanneer deze vanuit een specifieke hoek wordt belicht.
Algemene verlichtings-technologieën omvatten LED-verlichting, fluorescentieverlichting, vezeloptische verlichting en halogeenverlichting. Onder deze opties wordt LED-verlichting veel gebruikt omdat het stabiele helderheid, een lange levensduur en lage onderhoudseisen biedt.
De verlichtingsmethode wordt geselecteerd op basis van verschillende factoren, waaronder het materiaal van het object, kleur, oppervlakte-textuur, reflectiviteit, vorm en inspectiehoek. Goed ontworpen verlichting helpt schaduwen, schitteringen en reflecties te verminderen, wat resulteert in een hogere detectienauwkeurigheid en consistentere meetresultaten.
Sensoren
Sensoren zijn verantwoordelijk voor het detecteren van de aanwezigheid, positie of beweging van een object voordat de beeldverwerving begint.
In een typische productieomgeving bewegen producten continu langs een transportband of geautomatiseerd verwerkingssysteem. De camera moet het beeld op het juiste moment vastleggen. Als het beeld te vroeg of te laat wordt genomen, kunnen belangrijke inspectiegebieden worden gemist.
Om dit probleem te voorkomen, controleert een sensor de beweging van het object en bepaalt wanneer het de inspectiepositie bereikt. Zodra het object op de aangewezen locatie aankomt, stuurt de sensor een trigger-signaal naar de camera.
Veelvoorkomende sensortypes zijn vezeloptische sensoren, nabijheidssensoren, foto-elektrische sensoren en foto-elektrische schakelaars. Deze apparaten bieden nauwkeurige timinginformatie en helpen bij het synchroniseren van de beeldcaptatie met objectbeweging.
Nauwkeurige triggering vermindert bewegingsgerelateerde fouten, verbetert de consistentie van beelden en zorgt ervoor dat elk object onder dezelfde omstandigheden wordt geïnspecteerd.
Beeldcapturekaart
Nadat de camera een beeld heeft verworven, moeten de beeldgegevens naar het verwerkingssysteem worden overgedragen. Deze taak wordt uitgevoerd door de beeldcapturekaart.
De capturekaart ontvangt beeldsignalen van de camera en zet deze om in een formaat dat de computer en de vision software efficiënt kan verwerken. Tijdens snelheidsinspecties moeten grote hoeveelheden beeldgegevens snel en betrouwbaar worden overgedragen. De capturekaart helpt een stabiele gegevensoverdracht te behouden en voorkomt verlies van beelden.
Naast het overdragen van beeldgegevens kan de capturekaart verschillende camerafuncties beheren. Deze functies kunnen onder meer cameratriggering, belichtingscontrole, aanpassing van de integratietijd, synchronisatie en sluiterbediening omvatten.
Verschillende capturekaarten ondersteunen verschillende communicatie-standaarden en hardwareinterfaces. Veelvoorkomende industriële interfaces zijn PCI, Compact PCI, PC104 en andere industriële communicatieplatforms. De geselecteerde interface moet overeenkomen met zowel de camera als het verwerkingssysteem om een soepele werking te garanderen.
PC-platform
De computer fungeert als de centrale verwerkingsunit van het machine vision-systeem. Het ontvangt beeldgegevens, voert inspectie-algoritmen uit, slaat informatie op en communiceert resultaten naar andere apparatuur.
Zodra het beeld van de camera arriveert, verwerkt de computer de gegevens stap voor stap. Het kan afmetingen meten, specifieke kenmerken lokaliseren, patronen vergelijken, defecten detecteren, barcodes decoderen of productkwaliteit verifiëren. Deze operaties moeten vaak binnen fracties van een seconde worden voltooid om gelijke tred te houden met de snelheden op de productielijn.
Toepassingen die snelle inspectie en grote beeldvolumes vereisen, gebruiken doorgaans krachtige processors, grote geheugencapaciteit en geavanceerde rekentechnologie om de verwerkingstijd te verminderen.
In industriële omgevingen worden industriële pc's vaak gebruikt omdat ze zijn ontworpen om betrouwbaar te functioneren onder zware omstandigheden. Ze kunnen stof, trillingen, temperatuurschommelingen, vochtigheid en elektrische interferentie weerstaan, waardoor ze geschikt zijn voor continue fabrieksoperaties.
Vision Verwerkingssoftware
Vision verwerkingssoftware is de component die ruwe beeldgegevens omzet in betekenisvolle inspectieresultaten.
Nadat een beeld is ontvangen, analyseert de software het met behulp van gespecialiseerde algoritmen. De analyse volgt vaak een reeks operaties. Eerst verbetert de software het beeld en verwijdert ongewenste ruis. Vervolgens identificeert het belangrijke kenmerken zoals randen, vormen, patronen, tekens of kleurgebieden. Daarna voert het metingen, vergelijkingen of classificatietaken uit volgens vooraf gedefinieerde inspectieregels.
De software kan een breed scala aan functies uitvoeren, waaronder dimensionale meting, objectpositionering, barcode-scanning, optische tekenherkenning (OCR), defectdetectie, patroonmatching en productidentificatie.
Zodra de analyse is voltooid, genereert de software inspectieresultaten. Deze resultaten kunnen pass/fail-beslissingen, dimensionale waarden, objectcoördinaten, identificatiecodes, defectlocaties of machinebesturingscommando's omvatten.
Sommige softwareplatforms zijn ontworpen voor sterk gespecialiseerde inspectietaken, terwijl andere flexibele tools bieden die kunnen worden aangepast aan verschillende productie- en kwaliteitscontroletoepassingen.
Besturingseenheid inclusief I/O, Bewegingscontrole en Niveaumetingen
De besturingseenheid verbindt het machine vision-systeem met externe apparatuur en stelt inspectieresultaten in staat om in fysieke acties te worden omgezet.
Nadat de beeldanalyse is voltooid, stuurt de software inspectiegegevens naar de besturingseenheid. De besturingseenheid communiceert vervolgens met apparaten zoals PLC's, robots, transportbanden, actuatoren, bewegingscontrollers en I/O-modules.
In eenvoudige inspectiesystemen kan de besturingseenheid alleen een basis pass- of fail-signaal verzenden. Bijvoorbeeld, wanneer een defect product wordt gedetecteerd, kan een uitgangssignaal een afwijsmechanisme activeren dat het item van de productielijn verwijdert.
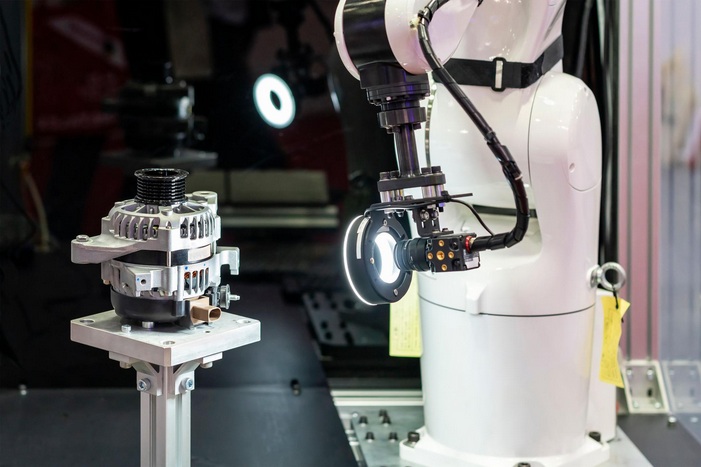
Meer geavanceerde systemen vereisen aanvullende controlecapaciteiten. In robottoepassingen kan het visionsysteem de exacte positie en oriëntatie van een object berekenen en deze coördinaten naar een robotcontroller sturen. De robot kan dan zijn bewegingspad aanpassen en nauwkeurige pick-and-place-, assemblage- of handlingsoperaties uitvoeren.
De besturingseenheid kan ook signaalniveau-conversie uitvoeren, waardoor communicatie-signalen van het visionsysteem compatibel zijn met aangesloten apparatuur. Door gegevensuitwisseling en machine-acties te coördineren, stelt de besturingseenheid geautomatiseerde reacties mogelijk zoals productafwijzing, robotgeleiding, positioneringscorrectie, proces-synchronisatie en controle van de productielijn.
Kenmerken van Machine Vision
Machine vision biedt verschillende voordelen ten opzichte van handmatige inspectie, vooral in productieomgevingen waar producten snel, nauwkeurig en consistent moeten worden gecontroleerd. Tijdens handmatige inspectie moeten operators continu onderdelen observeren, deze vergelijken met kwaliteitsvereisten en beslissingen nemen op basis van wat ze zien. Naarmate de productievolumes toenemen, wordt het moeilijker om hetzelfde niveau van aandacht en consistentie te handhaven.
Machine vision pakt deze uitdagingen aan door gebruik te maken van digitale beeldvorming, geautomatiseerde analyse en vooraf gedefinieerde inspectieregels. Zodra het systeem is geconfigureerd, doorloopt elk product hetzelfde inspectieproces en wordt het geëvalueerd met dezelfde normen. Dit leidt tot een hogere nauwkeurigheid, betere consistentie, snellere inspectiesnelheden, meer objectieve resultaten en lagere operationele kosten op lange termijn.
Precisie
Een van de belangrijkste sterke punten van machine vision is het vermogen om hoog-nauwkeurige metingen en inspecties uit te voeren.
Veel industriële producten bevatten kenmerken die extreem klein zijn en moeilijk nauwkeurig te evalueren zijn met het blote oog. Voorbeelden zijn fijne elektronische circuits, microcomponenten, kleine gaten, smalle openingen, gedrukte markeringen, soldeerverbindingen en oppervlakte-onvolkomenheden. Zelfs wanneer vergroting-tools worden gebruikt, hangt handmatige inspectie vaak af van individuele visuele beoordeling, wat meetvariatie kan introduceren.
Machine vision systemen analyseren afbeeldingen op pixel niveau. Nadat een afbeelding is vastgelegd, identificeert de software specifieke randen, hoeken, patronen of referentiepunten en berekent de afmetingen op basis van gekalibreerde metingen. Dit stelt het systeem in staat om afstanden, diameters, hoeken, posities en oppervlaktekenmerken met een hoge mate van nauwkeurigheid te meten.
In toepassingen zoals elektronica-productie, halfgeleiderproductie, assemblage van medische apparaten en precisiebewerking kan machine vision kleine defecten en dimensionale afwijkingen detecteren die moeilijk te identificeren zijn via handmatige inspectie alleen. Dit niveau van precisie helpt de productkwaliteit te verbeteren en vermindert het risico dat defecte producten latere productie-stadia bereiken.
Herhaalbaarheid
Machine vision levert zeer consistente inspectieresultaten omdat het elke keer dezelfde inspectieprocedure volgt.
Bij handmatige inspectie kunnen verschillende operators hetzelfde product anders evalueren. Zelfs dezelfde operator kan op verschillende momenten tot verschillende conclusies komen vanwege veranderingen in concentratie, werklast of kijkomstandigheden. Deze variaties kunnen de algehele consistentie van kwaliteitscontrole beïnvloeden.
Machine vision elimineert veel van deze variabiliteit door vooraf gedefinieerde inspectieregels en meetparameters op elk product toe te passen. Elke afbeelding wordt verwerkt met dezelfde reeks bewerkingen, en elk resultaat wordt vergeleken met dezelfde acceptatiecriteria.
Bijvoorbeeld, als een product een gatdiameter binnen een specifieke tolerantiebereik vereist, meet het systeem dat kenmerk met dezelfde methode voor elke inspectiecyclus. Het evaluatieproces blijft onveranderd, ongeacht of het eerste product of het tienduizendste product wordt geïnspecteerd.
Dit hoge niveau van herhaalbaarheid helpt fabrikanten om een uniforme productkwaliteit, stabiele productiestandaarden en consistente inspectieprestaties te handhaven over grote productievolumes.
Snelheid
Machine vision systemen kunnen producten aanzienlijk sneller inspecteren dan handmatige inspectiemethoden.
In een productieomgeving bewegen producten vaak continu op transportbanden, indextafels of geautomatiseerde assemblagesystemen. Inspectie moet binnen een zeer korte periode worden voltooid, zonder de productieflow te onderbreken. Handmatige inspectie kan een knelpunt worden wanneer de productiesnelheden toenemen, vooral wanneer grote aantallen producten binnen een beperkte tijd moeten worden gecontroleerd.
Machine vision systemen zijn ontworpen om deze omstandigheden efficiënt aan te pakken. Zodra een object de inspectiepositie bereikt, activeert een sensor de camera, wordt de afbeelding vastgelegd en begint de verwerkingssoftware onmiddellijk met de analyse. Metingen, defectcontroles, patroonvergelijkingen en besluitvormingsprocessen kunnen vaak binnen milliseconden worden voltooid.
Omdat beeldvastlegging en analyse zo snel plaatsvinden, kan machine vision snel bewegende producten in real-time inspecteren, terwijl de inspectienauwkeurigheid behouden blijft. Dit stelt fabrikanten in staat om hoge productiesnelheden te handhaven zonder in te boeten op kwaliteitscontrole.

Objectiviteit
Machine vision levert inspectieresultaten op basis van meetgegevens van beelden in plaats van persoonlijke interpretatie.
Tijdens handmatige inspectie kunnen verschillende individuen dezelfde defecten anders beoordelen. Factoren zoals ervaringsniveau, visuele waarneming, werkdruk, verlichtingsomstandigheden en vermoeidheid kunnen de beslissingen beïnvloeden. Als gevolg hiervan kunnen randdefecten soms door de ene inspecteur worden geaccepteerd en door een andere worden afgewezen.
Machine vision volgt geprogrammeerde inspectiecriteria. Het systeem analyseert beeldkenmerken, vergelijkt gemeten waarden met vooraf gedefinieerde limieten en genereert resultaten volgens vastgestelde regels. Elke beslissing is gebaseerd op vastgelegde beeldgegevens, numerieke metingen en geprogrammeerde drempels.
Omdat het evaluatieproces niet afhankelijk is van persoonlijke beoordeling, blijven inspectieresultaten consistenter over verschillende ploegendiensten, productiepartijen en operationele omstandigheden. Deze objectiviteit helpt de kwaliteitsborging, procescontrole en producttraceerbaarheid te verbeteren.
Kostenefficiëntie
Machine vision kan de inspectiekosten op de lange termijn aanzienlijk verlagen, terwijl de algehele productie-efficiëntie wordt verbeterd.
In handmatige inspectieprocessen kunnen meerdere operators nodig zijn om producten continu gedurende een productieploeg te inspecteren. Extra arbeidskrachten kunnen ook nodig zijn om twijfelachtige producten opnieuw te controleren of repetitieve metingen uit te voeren. Naarmate het productievolume toeneemt, nemen de arbeidskosten en inspectielasten doorgaans ook toe.
Een geautomatiseerd machine vision-systeem kan deze taken continu uitvoeren met minimale onderbreking. Eenmaal geïnstalleerd en geconfigureerd, kan het systeem grote aantallen producten inspecteren terwijl het dezelfde inspectiestandaarden handhaaft. Dit vermindert de behoefte aan repetitieve handmatige inspectie en stelt personeel in staat zich te concentreren op taken die technische expertise of procesverbetering vereisen.
Hoewel de initiële investeringskosten voor camera's, verlichting, software en verwerkingsapparatuur relatief hoog kunnen zijn, wegen de voordelen op lange termijn vaak op tegen de aanvankelijke kosten. Deze voordelen omvatten een hogere productiviteit, lagere arbeidskosten, verminderde inspectiefouten, minder defecte producten, minder materiaalafval en verbeterde productie-efficiëntie.
Als gevolg hiervan wordt machine vision vaak niet alleen beschouwd als een kwaliteitscontroletool, maar ook als een technologie die kostendaling, procesoptimalisatie en langdurige operationele prestaties ondersteunt.
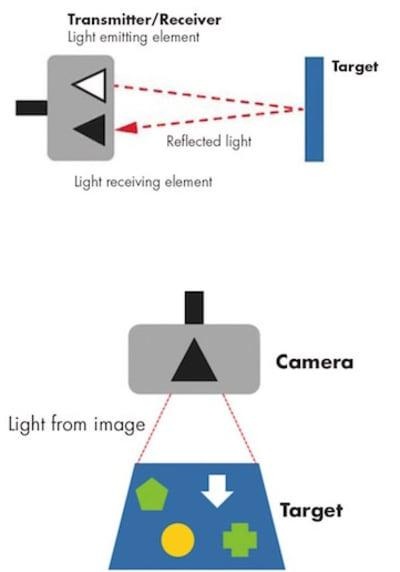
Werking van Visuele Sensors
Hoe Visuele Sensors Informatie Verzamelen en Analyseren
Een visuele sensor is een apparaat dat beelden van een object vastlegt en die beelden omzet in nuttige inspectiegegevens. Het dient als de eerste fase van het machine vision-proces omdat alle metingen en inspectieresultaten afhankelijk zijn van de kwaliteit van het vastgelegde beeld.
In industriële toepassingen worden visuele sensors gebruikt om informatie te verkrijgen over de grootte, positie, vorm, oriëntatie, oppervlakte, randlocatie en het zwaartepunt van een object. Deze informatie helpt te bepalen of een product aan de kwaliteitsvereisten voldoet, of het correct is gepositioneerd voor verdere verwerking, of het moet worden geaccepteerd of afgewezen.
Het proces begint wanneer een object het gezichtsveld van de sensor binnengaat. Licht van een specifieke verlichtingsbron of uit de omgeving reflecteert van het oppervlak van het object en reist door het optische systeem van de sensor. De optische componenten focussen dit gereflecteerde licht op een beeldsensor, waardoor een digitale weergave van het object ontstaat.
Beeldvorming en Pixel-gebaseerde Detectie
In het hart van een visuele sensor bevindt zich een beeldsensor die uit duizenden of miljoenen individuele pixels bestaat. Elke pixel verzamelt licht van een zeer klein gebied van het object en registreert informatie over de lichtintensiteit en, in sommige gevallen, kleur.
Wanneer het beeld wordt vastgelegd, slaat elke pixel een numerieke waarde op die overeenkomt met de hoeveelheid licht die het ontvangt. Heldere gebieden produceren hogere pixelwaarden, terwijl donkere gebieden lagere waarden produceren. Samen vormen deze pixelwaarden een volledig digitaal beeld van het object.
De hoeveelheid detail die zichtbaar is in het beeld hangt grotendeels af van de resolutie van de sensor, die wordt bepaald door het aantal beschikbare pixels. Een sensor met een hogere resolutie verdeelt het beeld in meer steekproefpunten, waardoor kleinere kenmerken nauwkeuriger kunnen worden vastgelegd en gemeten.
Bijvoorbeeld, bij het inspecteren van een printplaat kan een laag-resolutie beeld alleen de algemene omtrek van componenten tonen. Een hoog-resolutie beeld kan veel fijnere details onthullen, zoals smalle geleidertraces, kleine soldeerverbindingen, minuscule uitlijnmarkeringen of kleine oppervlakte-defecten. Dit extra detail verbetert de meetnauwkeurigheid en de defectdetectiemogelijkheid.
Beeldverwerking en Kenmerkextractie
Zodra de afbeelding is vastgelegd, begint de visuele sensor met het verwerken van de afbeeldingsgegevens. De eerste stap omvat vaak het verbeteren van de beeldkwaliteit door ruis te verminderen, het contrast te versterken en het object van de achtergrond te scheiden. Deze bewerkingen helpen ervoor te zorgen dat belangrijke kenmerken duidelijker kunnen worden geïdentificeerd.
De sensor analyseert vervolgens specifieke afbeeldingskenmerken. Het kan randen lokaliseren, geometrische vormen identificeren, afmetingen berekenen, de oriëntatie van een object bepalen, afstanden meten of het middelpunt van een doelstelling vinden. In deze fase converteert het systeem ruwe pixelinformatie naar betekenisvolle meetgegevens.
De geëxtraheerde informatie wordt vergeleken met opgeslagen referentieafbeeldingen, vooraf gedefinieerde normen, tolerantielimieten of inspectiecriteria. Het vergelijkingsproces bepaalt of het object voldoet aan de verwachte vereisten.
Bijvoorbeeld, het systeem kan verifiëren of een label correct is gepositioneerd, of een component goed is uitgelijnd, of de diameter van een gat binnen de toleranties valt, of een oppervlak zichtbare defecten bevat. Het evaluatieproces volgt dezelfde geprogrammeerde regels voor elke inspectiecyclus en zorgt voor consistente resultaten.
Outputresultaten en besluitvorming
Na de analyse genereert de visuele sensor inspectieresultaten die door operatoren, machines of controlesystemen kunnen worden gebruikt.
Afhankelijk van de toepassing kan de output objectdetectieresultaten, positiematen, dimensionale metingen, oriëntatie-informatie, defectlocaties, identificatiegegevens of goed/fout beslissingen omvatten. Deze resultaten kunnen op een monitorsysteem worden weergegeven, worden opgeslagen voor kwaliteitsregistratie of rechtstreeks naar productiemachines worden verzonden.
In geautomatiseerde productiesystemen wordt de output vaak onmiddellijk gebruikt. Een robot kan bijvoorbeeld positiematen ontvangen voor een pick-and-place operatie, een transportsysteem kan een defect product afwijzen, of een productiemachine kan zijn bedrijfsparameters aanpassen op basis van meetresultaten.
Hoofdelementen van een visuele sensor
Een visuele sensor integreert meerdere technologieën in een compact systeem dat in staat is om afbeeldingsgegevens vast te leggen, te verwerken en te verzenden. Om deze functies nauwkeurig en betrouwbaar uit te voeren, werken verschillende componenten samen tijdens het inspectieproces.
Optische componenten
Optische componenten geleiden en focussen licht van het object op de beeldsensor. Deze componenten kunnen lenzen, filters, spiegels en beschermende optische elementen omvatten. Hun doel is om een scherp en stabiel beeld te creëren dat belangrijke visuele details behoudt.
Lasereenheden
Veel visuele sensoren gebruiken laseremitters om precisielichtpatronen of referentielijnen te genereren. Deze laserprojecties maken het gemakkelijker om afstanden te meten, objectprofielen te detecteren en driedimensionale oppervlakte-informatie te creëren.
Scanningsmotoren en scanningmechanismen
In toepassingen die gebieden-scanning of profielmeting vereisen, verplaatsen scanningsmotoren en scanningmechanismen optische componenten of leiden ze het scanpad over het doel. Deze gecontroleerde beweging stelt de sensor in staat om afbeeldingsgegevens uit verschillende posities te verzamelen en een complete weergave van het object op te bouwen.
Hoeksensoren
Hoeksensoren bewaken de rotatiepositie en beweging binnen het scanningsysteem. Ze helpen de meetnauwkeurigheid te behouden door ervoor te zorgen dat scancomponenten op de juiste hoek en positie functioneren tijdens het inspectieproces.
Lineaire CCD-sensoren
Veel visuele detectiesystemen gebruiken lineaire CCD (Charge-Coupled Device) sensor om afbeeldingsinformatie lijn voor lijn vast te leggen. Terwijl het object of het scanningsysteem beweegt, worden opeenvolgende afbeeldingslijnen verzameld en samengevoegd om een compleet beeld te creëren. Deze aanpak wordt vaak gebruikt in snelheidsinspectie- en oppervlakte-scanner toepassingen.
Sensorstuurprogramma's en elektronische besturingscircuits
Sensorstuurprogramma's en controle-elektronica regelen de werking van beeldsensoren, lasers, scanapparaten en communicatietoevoeren. Ze beheren de signaal timing, coördineren gegevensverzameling en zorgen voor een stabiliteit van systeem prestaties tijdens continue werking.
Belang van visuele sensoren in machine vision
Visuele sensoren zijn een fundamenteel onderdeel van machine vision-systemen omdat ze de afbeeldingsgegevens leveren die nodig zijn voor alle volgende analyse- en besluitvormingsprocessen. Zonder nauwkeurige beeldacquisitie zijn betrouwbare metingen en inspectie niet mogelijk.
Door optische technologie, elektrische schakelingen, beeldsensortechnologie, scanmechanismen en verwerkingsfuncties te combineren, kunnen visuele sensoren snel en consistent gedetailleerde informatie over objecten vastleggen. Deze mogelijkheid maakt ze essentieel voor toepassingen zoals kwaliteitsinspectie, robotgeleiding, dimensionale metingen, objectidentificatie, geautomatiseerde assemblage en industriële procesbesturing.
Implementatie van visuele sensoren
Visuele sensoren zijn contactloze inspectieapparaten die beeldhardware, optische componenten, elektronische schakelingen en beeldverwerkings-technologie in een enkel systeem combineren. In tegenstelling tot op contact gebaseerde meetinstrumenten hoeven visuele sensoren het te inspecteren object niet aan te raken. Informatie wordt verzameld door licht vast te leggen en te analyseren dat van het oppervlak van het object wordt weerkaatst.
Deze contactloze aanpak is vooral waardevol in geautomatiseerde productieomgevingen. Producten kunnen blijven bewegen op een transportband, draaien op een bevestigingsmiddel of worden behandeld door een robot terwijl metingen en inspecties plaatsvinden. Aangezien er geen fysiek contact nodig is, is er geen risico op het krassen van kwetsbare oppervlakken, het vervormen van zachte materialen of het onderbreken van het productieproces.
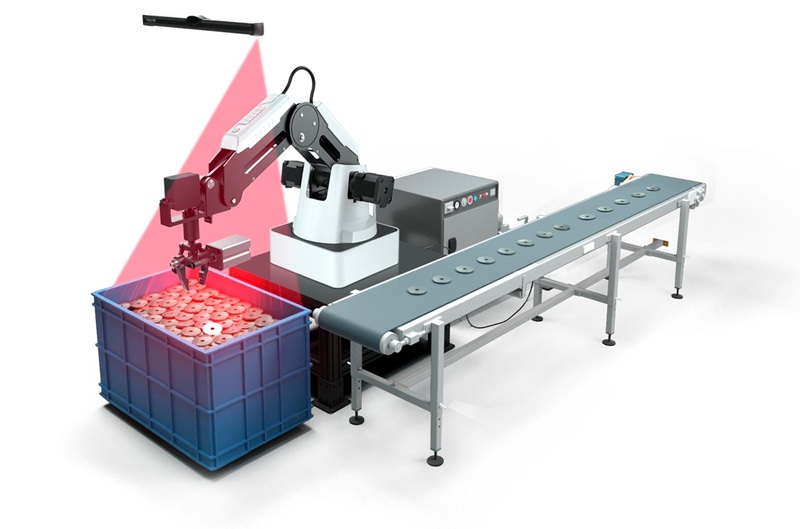
In robottoepassingen bieden visuele sensoren de informatie die nodig is om objecten te lokaliseren, posities te verifiëren, afmetingen te meten, kenmerken te identificeren en geautomatiseerde bewegingen te begeleiden. Om deze taken uit te voeren, vertrouwen robotvisionsystemen gewoonlijk op drie belangrijke meetbenaderingen: helderheid beeldverwerking, binaire beeldverwerking en afstandgebaseerde metingen.
Helderheid Beeldverwerking: Lichtintensiteit gebruiken om Objectkenmerken te Extracten
Helderheid beeldverwerking is een van de meest gebruikte methoden in machinesystemen voor visuele waarneming. Het proces begint wanneer een camera een afbeelding van het doelobject vastlegt onder gecontroleerde verlichtingsomstandigheden.
Elk gebied van de afbeelding bevat een helderheidswaarde die overeenkomt met de hoeveelheid weerkaatst licht dat de beeldsensor bereikt. Gladde oppervlakken, gedrukte markeringen, randen, gaten, krassen en andere kenmerken weerkaatsen vaak licht op verschillende manieren, waardoor variaties in helderheid over de afbeelding ontstaan.
Na het vastleggen van de afbeelding converteert de camera de optische afbeelding in digitale pixeldata. Elke pixel slaat een numerieke helderheidswaarde op, waardoor het systeem de afbeelding wiskundig kan analyseren. De beeldverwerkingssoftware onderzoekt vervolgens deze waarden om belangrijke visuele kenmerken te identificeren.
Tijdens de analyse kan het systeem randen, hoeken, rechte lijnen, krommen, patronen, gedrukte tekens, oppervlakte-defecten en objectgrenzen locate. Bijvoorbeeld, bij het inspecteren van een mechanisch onderdeel kunnen helderheidsveranderingen de omtrek van een gat, de rand van een bewerkt oppervlak of de locatie van een gegraveerde marking onthullen.
Omdat een grijswaarde afbeelding een grote hoeveelheid data kan bevatten, kan het verwerken van elk helderheidsniveau aanzienlijke computerbronnen vereisen. In industriële toepassingen met hoge snelheid worden vaak aanvullende verwerkingsmethoden gebruikt om de rekenbelasting te verminderen en de inspectiesnelheid te verbeteren.
Binaire Beeldverwerking: Beelden Vereenvoudigen voor Snellere Analyse
Binaire beeldverwerking wordt vaak gebruikt wanneer het doel is om een object snel en efficiënt van zijn achtergrond te scheiden.
Het proces begint met het converteren van een grijswaarde afbeelding naar een binaire afbeelding, waarbij elke pixel een van de twee mogelijke waarden krijgt toegewezen. Pixels worden geclassificeerd als ofwel zwart of wit op basis van een geselecteerde helderheidsdrempel. Gebieden die helderder zijn dan de drempel krijgen één waarde, terwijl donkerdere gebieden de andere waarde krijgen toegewezen.
Deze conversie vereenvoudigt de afbeelding dramatisch. In plaats van honderden helderheidsniveaus te analyseren, hoeft het systeem alleen maar twee regio's te onderscheiden. Dit versnelt de berekeningen en maakt objectkenmerken gemakkelijker te identificeren.
Zodra het object van de achtergrond is gescheiden, kan het systeem aanvullende metingen uitvoeren. Het kan de oppervlakte, breedte, hoogte, omtrek, oriëntatie, centrumpositie of geometrische vorm van het object berekenen. Het kan ook objecten tellen, aanwezigheid of afwezigheid verifiëren en ontbrekende componenten detecteren.
Bijvoorbeeld, op een assemblagelijn kan binaire beeldverwerking snel bepalen of een onderdeel op de juiste locatie aanwezig is voordat de volgende stap in het productieproces begint. Vanwege de snelheid en eenvoud wordt deze methode veel gebruikt in inspectie-applicaties met een hoog volume en geautomatiseerde sorteerapplicaties.
Afstandgebaseerde Metingen: Meten van Positie en Vorm in Drie Dimensies
Sommige toepassingen vereisen meer dan een tweedimensionale afbeelding. In deze situaties moet het systeem bepalen hoe ver een object van de sensor verwijderd is en zijn driedimensionale vorm meten. Afstandgebaseerde meetmethoden zijn hiervoor ontworpen.
Het proces houdt in dat informatie wordt verzameld over de fysieke afstand tussen de sensor en verschillende punten op het oppervlak van het object. Met behulp van deze informatie kan het systeem hoogte, diepte, omtrek, oriëntatie en ruimtelijke positie berekenen.
Een veelgebruikte benadering is triangulatie metingen. In deze methode wordt een laserstraal of gestructureerd lichtpatroon op het oppervlak van het object geprojecteerd. Het gereflecteerde licht wordt vanuit een andere hoek door een camera of sensor waargenomen. Door de geometrische relatie tussen de lichtbron, het object en de camera te analyseren, berekent het systeem de afstand tot specifieke oppervlakpunten.
Een andere veelgebruikte benadering is stereovisie. Deze techniek gebruikt twee camera's die op verschillende locaties zijn geplaatst, vergelijkbaar met hoe diepte kan worden geschat vanuit twee verschillende kijkhoeken. Beide camera's leggen gelijktijdig beelden van hetzelfde object vast. Het systeem vergelijkt overeenkomstige afbeeldingskenmerken en berekent die informatie uit de verschillen tussen de twee beelden.
Afstandsmatige metingen stellen visuele sensoren in staat om driedimensionale gegevens te genereren, waardoor het mogelijk is complexe vormen te inspecteren, objectprofielen te meten, volume te schatten en nauwkeurige objectlocaties te bepalen.
Deze capaciteiten zijn bijzonder belangrijk in toepassingen zoals robott picking, geautomatiseerde montage, palletiseren, bin picking, dimensionale inspectie en 3D kwaliteitscontrole.
Ondersteuning van Objectdetectie en Robotgeleiding
De drie meetmethoden worden vaak samen gebruikt binnen één enkel gezichtsysteem. Een helderheidsafbeelding kan worden gebruikt om oppervlakken te identificeren, binaire verwerking kan het object van zijn achtergrond isoleren en afstandsmeting kan driedimensionale positi gegevens opleveren.
Door deze technieken te combineren, kunnen visuele sensoren een breed scala aan industriële taken uitvoeren. Ze kunnen objecten detecteren, afmetingen meten, vormen herkennen, beweging volgen, assemblagekwaliteit verifiëren, objectoriëntatie bepalen en positioneringsinformatie voor robotsystemen bieden.
Als resultaat zijn visuele sensoren essentiële componenten geworden in de moderne automatisering. Hun vermogen om nauwkeurige visuele informatie te verzamelen zonder fysiek contact maakt snellere inspecties, betrouwbaardere metingen, verbeterde procescontrole en nauwkeurige robotgeleiding mogelijk in een breed scala van productie- en industriële toepassingen.
Vergelijking van Foto-elektrische Sensors en Visuele Sensors
Het Begrijpen van het Verschil Tussen de Twee Technologieën
Foto-elektrische sensoren en visuele sensoren worden beide gebruikt om objecten in geautomatiseerde systemen te detecteren en te monitoren, maar ze verschillen enorm in de hoeveelheid informatie die ze kunnen verzamelen en verwerken.
Een foto-elektrische sensor is voornamelijk ontworpen om te bepalen of een object aanwezig of afwezig is op een specifieke locatie. De werking is relatief eenvoudig. Een lichtstraal wordt naar een doelgebied uitgezonden en de sensor controleert of die straal wordt gereflecteerd, onderbroken of ontvangen. Op basis van dit signaal bepaalt het systeem of een object de detectiezone is binnengekomen.
Deze methode is effectief voor basisdetectietaken, zoals het tellen van producten op een transportband, het detecteren van de komst van een pakket, het bevestigen van de aanwezigheid van een component of het activeren van de volgende stap in een productieproces. De informatie die wordt verstrekt is echter over het algemeen beperkt tot een eenvoudig detectieresultaat.
Visuele sensoren werken op een veel hoger niveau van inspectie. In plaats van te vertrouwen op een enkel lichtsignaal, leggen ze een complete afbeelding van het object vast en analyseren ze meerdere visuele kenmerken tegelijkertijd. Dit stelt het systeem in staat om gedetailleerde informatie over het object te verzamelen in plaats van alleen de aanwezigheid ervan te bevestigen.
Inspectiecapaciteiten
Het grootste verschil tussen foto-elektrische sensoren en visuele sensoren is de hoeveelheid informatie die tijdens de inspectie kan worden geëxtraheerd.
Een foto-elektrische sensor kan doorgaans een basale vraag beantwoorden zoals of een object aanwezig, afwezig of gepositioneerd is binnen een detectiegebied. Hoewel dit voldoende is voor veel eenvoudige automatiseringstaken, biedt het geen informatie over de toestand of kenmerken van het object.
Een visuele sensor kan veel meer uitvoerige inspecties uitvoeren. Nadat een afbeelding is vastgelegd, kan het systeem vorm, grootte, positie, oriëntatie, kleur, oppervlaktoestand, markeringen, patronen, afmetingen en assemblagekenmerken binnen dezelfde inspectiecyclus analyseren.
Bijvoorbeeld, beschouw een product dat langs een transportband beweegt. Een foto-elektrische sensor kan alleen bevestigen dat het product is aangekomen bij het inspectiestation. Een visuele sensor kan bepalen of het product het juiste model is, de afmetingen verifiëren, de locatie van labels controleren, correcte assemblage bevestigen, oppervlaktefouten identificeren en zijn positie meten voor robothandling.
Omdat meerdere inspecties vanaf een enkele afbeelding kunnen worden uitgevoerd, bieden visuele sensoren aanzienlijk meer inspectiemogelijkheden binnen een enkel systeem.
Vermindering van Hardwarevereisten
In traditionele automatiseringssystemen waren vaak meerdere foto-elektrische sensoren vereist om een reeks inspectietaken uit te voeren.
Bijvoorbeeld, één sensor kan de aanwezigheid van een product detecteren, een andere kan de hoogte verifiëren, een derde kan de oriëntatie bevestigen, en aanvullende sensoren kunnen worden geïnstalleerd om de positie te controleren of producten te tellen. Naarmate de inspectievereisten toenamen, nam het aantal sensoren, montagesteunen, kabels en afstelpunten vaak ook toe.
Visuele sensoren kunnen vaak veel van deze afzonderlijke apparaten vervangen. Een enkele camerabeeld bevat een grote hoeveelheid informatie die tegelijkertijd kan worden geanalyseerd. In plaats van verschillende afzonderlijke detectieapparaten te installeren, kan een enkele visuele sensor meerdere inspectiefuncties binnen één geïntegreerd systeem uitvoeren.
Deze vermindering van hardware kan het systeemontwerp vereenvoudigen, de draadcomplexiteit verminderen, de installatie ruimte minimaliseren en de onderhoudsvereisten verlagen.
Aanpassingsvermogen aan Positie- en Oriëntatieveranderingen
Een van de belangrijkste voordelen van visuele sensoren is hun vermogen om om te gaan met variaties in de positie en oriëntatie van objecten.
In veel foto-elektrische detectietoepassingen moeten objecten door een specifieke locatie met consistente uitlijning passeren. Als de positie van het object buiten het detectiebereik van de sensor verschuift, kunnen onjuiste metingen optreden. Om dit probleem te vermijden, gebruiken fabrikanten vaak geleiderails, fixtures, positioneringsmechanismen of aanvullende sensoren om een consistente plaatsing van objecten te handhaven.
Visuele sensoren bieden meer flexibiliteit omdat ze een compleet beeld inspecteren in plaats van afhankelijk te zijn van een enkel detectiepunt. Wanneer een object iets beweegt binnen het gezichtsveld van de camera, kunnen beeldverwerkingsalgoritmen vaak het object lokaliseren en het inspectieproces voortzetten.
Bijvoorbeeld, als een pakket iets offset aankomt ten opzichte van de verwachte positie, kan de visuele sensor het pakket binnen het beeld identificeren, de werkelijke locatie bepalen en de vereiste metingen uitvoeren met die bijgewerkte positie. Deze mogelijkheid vermindert de afhankelijkheid van uiterst nauwkeurige mechanische positioneringssystemen.
Als gevolg hiervan zijn visuele sensoren bijzonder waardevol in toepassingen waarin producten met kleine variaties in plaatsing, rotatie of oriëntatie kunnen aankomen.
Software Flexibiliteit en Productwijzigingen
Een ander belangrijk voordeel van visuele sensoren is hun softwarematige flexibiliteit.
In veel foto-elektrische systemen kunnen wijzigingen in productievereisten fysieke aanpassingen vereisen. Nieuwe sensoren moeten mogelijk worden geïnstalleerd, montagelocaties moeten mogelijk worden aangepast, of detectie-instellingen moeten opnieuw worden gekalibreerd. Deze wijzigingen kunnen de opstellingstijd en systeemcomplexiteit verhogen.
Visuele sensoren kunnen vaak worden aangepast via softwareconfiguratie. Inspectieparameters, meetlimieten, referentiepictogrammen en acceptatiecriteria kunnen worden bijgewerkt zonder significante hardwarewijzigingen.
Bijvoorbeeld, een productielijn kan verschillende productmodellen produceren die verschillen in grootte, vorm, labelontwerp of componentindeling. In plaats van sensoren te vervangen of het inspectiestation opnieuw te ontwerpen, kunnen operators een ander inspectieprogramma selecteren of een nieuw productrecept laden. De visuele sensor past dan de juiste inspectieregels voor dat product toe.
Deze flexibiliteit maakt visuele sensoren zeer geschikt voor high-mix productie, frequente productwijzigingen, gepersonaliseerde productie en moderne geautomatiseerde productiesystemen.
Samenvatting van Belangrijkste Voordelen
Terwijl foto-elektrische sensoren zeer effectief blijven voor eenvoudige detectietaken, bieden visuele sensoren een veel breder scala aan inspectiemogelijkheden.
Door beelden vast te leggen en te analyseren, kunnen visuele sensoren meerdere productkenmerken tegelijkertijd evalueren, waardoor de behoefte aan talrijke afzonderlijke detectieapparaten wordt verminderd. Ze kunnen variaties in de positie van objecten accommoderen, snelle productwijzigingen ondersteunen via software-instellingen en gedetailleerde inspecties uitvoeren die veel verder gaan dan eenvoudige aanwezigheiddetectie.
Om deze redenen zijn visuele sensoren een steeds belangrijkere technologie geworden in robotica, geautomatiseerde inspectie, kwaliteitscontrole, verpakkingssystemen, assemblageprocessen en geavanceerde productieomgevingen, waar flexibiliteit, nauwkeurigheid en informatierijke inspectie essentieel zijn.
Toepassingen van Machine Vision en Visuele Sensoren
Machine vision en visuele sensoren worden gebruikt in toepassingen waar objecten gedetecteerd, geïdentificeerd, gemeten, geïnspecteerd, geclassificeerd, gepositioneerd of gevolgd moeten worden. Door beelden vast te leggen en ze automatisch te analyseren, kunnen deze systemen inspectie- en meettaken uitvoeren met een snelheid en een consistentieniveau dat moeilijk te bereiken is via handmatige methoden.
Het typische proces begint met beeldverwerving. Camera's leggen beelden van het doobject vast en beeldverwerkingssoftware haalt belangrijke visuele informatie naar boven. Het systeem vergelijkt vervolgens de verzamelde gegevens met vooraf gedefinieerde normen, referentiebeelden of meetcriteria. Op basis van de resultaten kan het inspectiebeslissingen genereren, meetgegevens verstrekken, alarmen activeren, robots aansturen of productieapparatuur controleren.
Omdat machine vision werkt zonder fysiek contact, is het zeer geschikt voor toepassingen met kwetsbare producten, productielijnen met hoge snelheid, gevaarlijke omgevingen en precisie-meettaken. De combinatie van snelheid, nauwkeurigheid, herhaalbaarheid en automatiseringscapaciteiten heeft geleid tot een brede acceptatie in veel sectoren.
Landbouw
De landbouw is een van de groeiende toepassingsgebieden voor machine vision. Moderne landbouwoperaties vertrouwen steeds meer op visuele sensorsystemen om de productkwaliteit te verbeteren, de arbeidsbehoeften te verminderen en data-gedreven besluitvorming te ondersteunen.
Machine vision wordt veel gebruikt voor:
• Inspectie van fruitkwaliteit
• Evaluatie van vruchtbaarheid
• Monitoring van gewasgroei
• Onkruiddetectie
Bij fruitgradingoperaties bewegen producten langs een transportband terwijl meerdere camera's beelden vanuit verschillende hoeken vastleggen. Deze multi-view inspectiebenadering stelt het systeem in staat om een groter deel van het vruchtoppervlak tijdens een enkele inspectiecyclus te onderzoeken.
Bijvoorbeeld, in een appelsorteersysteem leggen camera's beelden vast terwijl de appels draaien of door het inspectiestation bewegen. De software analyseert de oppervlaktekleur, vorm, grootte, kneuzingen, vlekken, scheuren en andere zichtbare defecten. Op basis van vooraf gedefinieerde gradingnormen wordt elke appel automatisch aan de juiste kwaliteitscategorie toegewezen.
Machine vision kan ook gewasbeheer ondersteunen. Beelden die zijn verzameld van camera's gemonteerd op tractors, drones of veldmonitoringssystemen kunnen worden gebruikt om gewasgroei te evalueren, ongezonde planten te identificeren, rijpheidsniveaus te schatten en onkruid in bewerkte gebieden te lokaliseren.
Ondanks deze voordelen stellen landbouwtoepassingen unieke uitdagingen. Buitenomgevingen hebben vaak te maken met veranderende verlichting, schaduwen, weersvariaties, complexe achtergronden, stof en natuurlijke verschillen tussen planten. Deze factoren kunnen de beeldkwaliteit en de inspectienauwkeurigheid beïnvloeden. Als resultaat wordt er voortdurend onderzoek gedaan om de betrouwbaarheid en robuustheid van machine visionsystemen onder echte veldomstandigheden te verbeteren.
Industrieel Productie
Industriële productie is een van de meest gevestigde en breed geaccepteerde gebieden van machine vision.
In productieomgevingen bewegen producten door meerdere productiefasen en moeten ze herhaaldelijk worden geïnspecteerd om kwaliteit en consistentie te waarborgen. Handmatige inspectie kan moeilijk worden wanneer producten klein zijn, productiesnelheden hoog zijn, of inspectiecriteria complex zijn. Machine vision pakt deze uitdagingen aan door inspecties automatisch en consistent uit te voeren gedurende het productieproces.
Machine vision wordt veel gebruikt voor:
• Productidentificatie
• Labelinspectie
• PCB-defectdetectie
• Verpakkingsinspectie
• Inspectie van auto-onderdelen
• Halfgeleiderinspectie
• Monitoring van voedselproductie
Voor productidentificatie kan het systeem barcodes, QR-codes, serienummers en geprinte tekens lezen om productinformatie te verifiëren. Tijdens labelinspectie controleren camera's of labels aanwezig zijn, correct zijn gepositioneerd en goed zijn afgedrukt.
In de productie van printplaten (PCB) inspecteert machine vision soldeerverbindingen, componentplaatsing, geleidertraces en montage nauwkeurigheid. Kleine defecten die moeilijk te identificeren zijn via handmatige inspectie, kunnen vaak snel worden gedetecteerd door automatische beeldanalyse.
Verpakkingsapplicaties gebruiken machine vision om de integriteit van verpakkingen te verifiëren, productaantallen te bevestigen, afdichtingen te inspecteren, vulniveaus te controleren en ervoor te zorgen dat verpakkingsinformatie correct is. In de auto- en halfgeleiderindustrie voert machine vision uiterst nauwkeurige dimensiemetingen en defectinspecties uit om strikte kwaliteitsnormen te handhaven.
In omgevingen voor voedselproductie monitoren visuele sensoren de productuitstraling, kleurconsistentie, grootte, vorm en verpakkingskwaliteit, terwijl ze hoge snelheid productiebewerkingen ondersteunen.
Deze capaciteiten helpen de kwaliteitscontrole, productie-efficiëntie, traceerbaarheid, procesconsistentie en productieflexibiliteit te verbeteren.
Minerale Verwerking
Machine vision wordt ook gebruikt in minerale verwerking en monitoring van de flottatie, waar visuele informatie waardevolle inzichten kan bieden in de procesprestaties.
In flottatiesystemen vormen zich luchtbellen op het oppervlak van mineralenscheidingsvaten. De grootte, vorm, kleur, dichtheid en beweging van deze bellen weerspiegelen vaak de effectiviteit van het scheidingsproces.
Camera's leggen continu beelden vast van het flottatieoppervlak terwijl beeldverwerkingssoftware de eigenschappen van de luchtbellen analyseert. De verzamelde gegevens helpen operators om de procesomstandigheden te evalueren en te bepalen of er aanpassingen nodig zijn.
Door de structuur van de bellen, kleurverdeling, oppervlaktetextuur en bewegingspatronen te monitoren, kunnen machine vision-systemen beter procesbeheer ondersteunen, de mineralenherstelpercentages verbeteren en de operationele efficiëntie verhogen.
Vervoer en Beveiliging
Machine vision speelt een belangrijke rol in moderne transport- en beveiligingssystemen.
In intelligente transportsystemen (ITS) monitoren camera's continu wegen, kruispunten, tolstations en rijstroken. De vastgelegde beelden worden geanalyseerd om voertuigen te identificeren, verkeersstromen te tellen, rijstrookschendingen te detecteren, kentekenplaten te herkennen en wegomstandigheden te monitoren.
Visuele sensortechnologie wordt ook veel gebruikt in beveiligings- en surveillancesystemen. Camera's monitoren beschermde gebieden en leveren beeldgegevens voor activiteiten zoals toegangcontrole, perimeterbewaking, objecttracking en evenementen detectie.
Door grote hoeveelheden visuele informatie automatisch te verwerken, helpt machine vision de operationele efficiëntie te verbeteren en ondersteunt het snellere reacties op veranderende omstandigheden.
Medische Beeldvorming
Medische beeldvorming is een ander belangrijk toepassingsgebied voor machine vision-technologie.
Moderne gezondheidszorgsystemen genereren een groot aantal medische afbeeldingen die zorgvuldige analyse vereisen. Machine vision ondersteunt medische professionals door beelden te verbeteren, belangrijke structuren te identificeren en diagnostische evaluaties te ondersteunen.
Machine vision-technieken worden vaak toegepast op:
• Röntgenbeelden
• Magnetische Resonantie Beelden (MRI)
• Computertomografie (CT) beelden
Het analyseproces omvat vaak het detecteren van anatomische structuren, het meten van afmetingen, het markeren van afwijkingen en het vergelijken van beeldkenmerken met bekende medische patronen. Deze hulpmiddelen helpen de efficiëntie van beeldinterpretatie te verbeteren en ondersteunen nauwkeurigere klinische beoordelingen.
Naarmate medische beeldvormingstechnologieën blijven voortschrijden, wordt machine vision steeds belangrijker in diagnostische ondersteuning, behandelingsplanning en gezondheidszorgonderzoek.
Wetenschappelijk Onderzoek
Wetenschappelijk onderzoek vereist vaak de observatie en analyse van objecten die te klein, te talrijk of te complex zijn om efficiënt via handmatige methoden te evalueren. Machine vision biedt onderzoekers geautomatiseerde hulpmiddelen voor beeldacquisitie, metingen en classificatie.
Toepassingen zijn onder andere:
• Materiaalanalyse
• Biologische analyse
• Chemische analyse
• Levenswetenschappelijk onderzoek
• Tellen en classificeren van bloedcellen
• Chromosoomanalyse
• Identificatie van kankercellen
In biologische laboratoria kunnen machine vision-systemen microscopische beelden vastleggen en specifieke celtypen automatisch identificeren. Tijdens bloedanalyse kan het systeem cellen tellen, celkenmerken meten en verschillende celcategorieën classificeren. In genetisch en medisch onderzoek helpen beeldverwerkingstechnieken bij chromosoomanalyse en de identificatie van abnormale cellulaire structuren.
Onderzoekers gebruiken ook machine vision om materiaalsurfaces te analyseren, chemische reacties te observeren en kwantitatieve gegevens uit experimenten te verzamelen. Geautomatiseerde beeldanalyse verbetert de consistentie van metingen en maakt het mogelijk om grote datasets efficiënter te verwerken.
Voordelen Over Meerdere Industrieën
De brede waaier van machine vision-toepassingen toont de waarde aan in zowel industriële als niet-industriële omgevingen.
Door beeldacquisitie, geautomatiseerde analyse, metingen, patroonherkenning en beslissingsfuncties te combineren, kunnen machine vision-systemen visuele informatie omzetten in bruikbare gegevens. Deze capaciteit ondersteunt effectievere inspectie-, monitorings- en controleprocessen.
Of het nu gebruikt wordt in de landbouw, productie, minerale verwerking, vervoer, beveiliging, gezondheidszorg of wetenschappelijk onderzoek, machine vision helpt de nauwkeurigheid, efficiëntie, consistentie, productiviteit en kwaliteit van besluitvorming te verbeteren. Deze voordelen hebben machine vision en visuele sensoren essentiële technologieën gemaakt in moderne automatisering en intelligente systemen.
Ontwikkelingsgeschiedenis en Evolutie van Visuele Sensoren
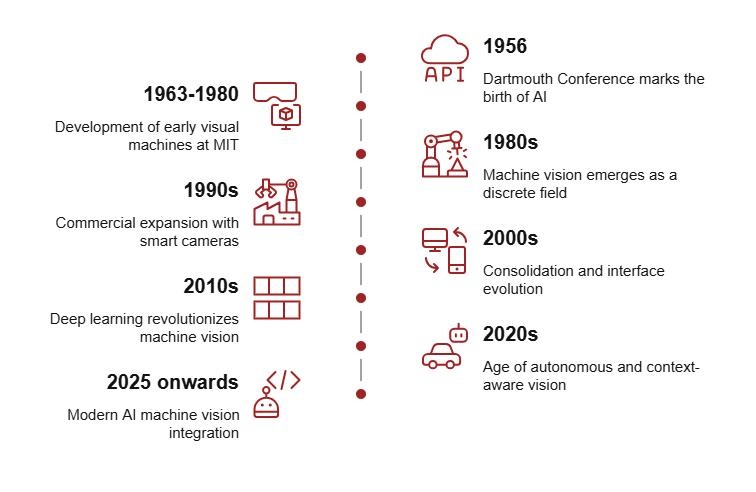
Vroege Ontwikkeling van Visuele Sensortechnologie
De visuele sensortechnologie begon op te komen in de late jaren vijftig, toen vooruitgangen in elektronica, beeldapparatuur en computersystemen nieuwe mogelijkheden creëerden voor geautomatiseerde inspectie en machineperceptie. Onderzoekers zochten naar methoden waarmee machines visuele informatie uit hun omgeving konden verzamelen en die informatie konden gebruiken ter ondersteuning van geautomatiseerde operaties.
Vroege visuele systemen waren relatief eenvoudig en waren beperkt door de mogelijkheden van beschikbare camera's, verwerkingshardware en opslagapparaten. Het vastleggen van beelden was traag, computerbronnen waren schaars en er konden alleen basale beeldanalysefuncties worden uitgevoerd. Ondanks deze beperkingen legden deze vroege ontwikkelingen de basis voor moderne machinevisietechnologie.
Naarmate computers krachtiger werden en de technologie van beeldsensoren verbeterde, gingen visuele sensoren geleidelijk over van laboratoriumonderzoeksprojecten naar praktische industriële hulpmiddelen.
De opkomst van robotvisieonderzoek
In de jaren zestig breidden de onderzoeksinspanningen zich uit naar robotvisie, met de focus op het mogelijk maken dat machines objecten in hun omgeving konden herkennen en ermee konden interageren. Vroegtijdige studies vonden meestal plaats in gecontroleerde binnenomgevingen met objecten met eenvoudige vormen en voorspelbare locaties.
Onderzoekers ontwikkelden technieken om randen te detecteren, geometrische vormen te identificeren, objecten van achtergronden te scheiden en de posities van objecten binnen een afbeelding te bepalen. Deze onderzoeken introduceerden veel concepten die fundamenteel blijven voor moderne machinevisie, waaronder beeldsegmentatie, functie-extractie, objectherkenning en patroonanalyse.
Hoewel rekencapaciteiten de systeemcapaciteiten beperkten, markeerde deze periode het begin van machine-gebaseerde visuele perceptie en legde het de basis voor toekomstige automatiseringstechnologieën.
Uitbreiding naar industriële toepassingen
Tegen de jaren zeventig maakten verbeteringen in elektronica en computertechnologie visuele sensoren steeds praktischer voor industrieel gebruik. Fabrikanten begonnen machinesystemen voor visuele inspectie en meettaken te adopteren die repetitief, arbeidsintensief of moeilijk consistent uit te voeren waren via handmatige inspectie.
Enkele van de eerste industriële toepassingen waren:
• Integrated circuit manufacturing
• Precisie elektronische assemblage
• Inspectie van drankverpakkingen
• Geautomatiseerde kwaliteitscontrolesystemen
Bij de productie van halfgeleiders werden visuele systemen gebruikt om fijne circuitpatronen te inspecteren en productie-defecten te identificeren. Bij elektronische assemblage-operaties verifieerden ze de plaatsing en uitlijning van componenten. Verpakkingssystemen maakten gebruik van machinevisie om etiketten, vulniveaus, sluitingen en pakketintegriteit te inspecteren. Deze toepassingen toonden het vermogen van visuele sensoren aan om zowel de productkwaliteit als de productie-efficiëntie te verbeteren.
Technologische vooruitgangen die de ontwikkeling versnelden
De ontwikkeling van visuele sensoren werd versneld door vooruitgang in verschillende wetenschappelijke en technische disciplines.
Vooruitgangen in digitale beeldverwerking verbeterden technieken voor beeldverbetering, ruisreductie en functie-extractie. Onderzoek naar patroonherkenning stelde systemen in staat om objecten, symbolen en terugkerende visuele kenmerken met grotere nauwkeurigheid te identificeren. Verbeteringen in computergraphics ondersteunden een effectievere beeldrepresentatie en -analyse.
Studies naar de menselijke visuele perceptie beïnvloedden ook de methoden voor beeldinterpretatie, terwijl vooruitgangen in intelligente computertechnologieën de objectclassificatie, patroonherkenning en geautomatiseerde besluitvorming verbeterden.
Deze ontwikkelingen stelden machinesystemen in staat om verder te gaan dan eenvoudige inspecties en meer geavanceerde taken uit te voeren, zoals robotgeleiding, defectclassificatie, objecttracking, dimensionale metingen en procescontrole.
Evolutie van beeldapparaten
De vooruitgang van visuele sensoren is nauw verbonden met verbeteringen in de technologie van beelddetectie.
Vroege machinevisiesystemen waren afhankelijk van camerabuis-technologie voor beeldacquisitie. Hoewel deze apparaten basale visuele inspectie mogelijk maakten, leden ze vaak onder lagere beeldkwaliteit, grotere fysieke afmetingen, verminderde stabiliteit en grotere onderhoudseisen.
De introductie van CCD (Charge-Coupled Device) sensoren vertegenwoordigde een belangrijke technologische doorbraak. CCD-sensoren boden verbeterde beeldkwaliteit, hogere lichtgevoeligheid, betere betrouwbaarheid en consistentere prestaties. Deze voordelen verbeterden de nauwkeurigheid en effectiviteit van machinesystemen voor visuele inspectie aanzienlijk.
De acceptatie van CCD-technologie maakte preciezere inspectie-, meet- en automatiseringstoepassingen mogelijk in een breed scala aan industrieën.
Moderne visuele sensortechnologie
Moderne visuele sensoren bieden mogelijkheden die ver buiten die van eerdere systemen reiken. Vooruitgangen in sensorontwerp, verwerkingshardware, communicatietechnologieën en beeldverwerkingsalgoritmen hebben de prestaties en functionaliteit aanzienlijk verhoogd.
Huidige systemen kunnen hoogwaardig beeldmateriaal vastleggen, grote hoeveelheden beeldgegevens in realtime verwerken en complexe analyses uitvoeren binnen fracties van een seconde. Kenmerken zoals automatische focus, snelle beeldverwerking, driedimensionale beeldvorming, objectherkenning en geavanceerde maatfuncties zijn nu algemeen beschikbaar.
Nu robotica en industriële automatisering blijven evolueren, zijn visuele sensoren essentiële hulpmiddelen geworden voor inspectie, metingen, robotgeleiding, procesbewaking en geautomatiseerde besluitvorming. Tegenwoordig spelen ze een cruciale rol in de productie, elektronica, autohandassemblage, logistiek, halfgeleiderfabricage, productie van medische apparatuur en andere geavanceerde industriële toepassingen.
Conclusie
Machine vision verbetert de nauwkeurigheid, snelheid en consistentie van de productie door handmatige visuele inspectie te vervangen door geautomatiseerde beeldanalyse. De prestaties zijn afhankelijk van goede verlichting, camerakeuze, beeldverwerking, kalibratie en systeemintegratie. Naarmate de productie en automatisering blijven vooruitgaan, is machine vision essentieel voor kwaliteitscontrole, defectdetectie, metingen, sorteren en robotgeleiding.
Veelgestelde Vragen [FAQ]
1. Waarom wordt verlichting vaak beschouwd als de meest kritische factor in de prestaties van machinesysteem?
Verlichting beïnvloedt direct de kwaliteit van het beeld dat door de camera wordt vastgelegd. Zelfs een hoge resolutie camera kan moeite hebben met het detecteren van defecten, randen, markeringen of dimensionale kenmerken als het object niet goed verlicht is. Goede verlichting verbetert het contrast, vermindert schaduwen en reflecties, en benadrukt belangrijke kenmerken die moeten worden geïnspecteerd. In veel toepassingen van machine vision kan het verbeteren van de verlichtingsopstelling een grotere impact hebben op de inspectieprecisie dan het upgraden van de camera zelf.
2. Hoe bereiken machine visionsystemen consistentere inspectieresultaten dan handmatige inspectie?
Machinesystemen evalueren elk product met dezelfde geprogrammeerde inspectiecriteria, meetmethoden en acceptatiecriteria. In tegenstelling tot menselijke inspecteurs worden ze niet beïnvloed door vermoeidheid, veranderingen in concentratie, verlichtingsomstandigheden of subjectieve beoordelingen. Elk beeld wordt geanalyseerd met behulp van identieke algoritmen, waardoor het systeem zeer herhaalbare resultaten kan produceren over duizenden inspectiecycli. Deze consistentie helpt fabrikanten om stabiele kwaliteitsnormen te handhaven en de inspectievariabiliteit te verminderen.
3. Waarom zijn visuele sensoren flexibeler dan traditionele foto-elektrische sensoren in moderne automatiseringssystemen?
Foto-elektrische sensoren zijn doorgaans ontworpen om de aanwezigheid of afwezigheid van een object op een specifieke locatie te detecteren. Visuele sensoren gaan veel verder door volledige beelden vast te leggen en meerdere kenmerken tegelijkertijd te analyseren. Een enkele visuele sensor kan grootte, vorm, positie, orientatie, kleur, markeringen en oppervlak omstandigheden inspecteren tijdens één inspectiecyclus. Bovendien kunnen inspectiecriteria vaak worden gewijzigd via software-updates in plaats van hardwarewijzigingen, waardoor visuele sensoren zeer aanpasbaar zijn aan productvariaties en productie veranderingen.
4. Hoe ondersteunt machine vision robotgeleiding en geautomatiseerde productieprocessen?
Machine vision voorziet robots van nauwkeurige informatie over objectlocatie, oriëntatie, afmetingen en positionering. Na het vastleggen en verwerken van een beeld berekent het visiesysteem coördinaten en stuurt deze informatie naar de robotcontroller. De robot kan zijn bewegingen aanpassen om taken uit te voeren zoals pick-and-place-operaties, assemblage, sorteren, verpakken of kwaliteitsinspectie. Deze functie stelt geautomatiseerde systemen in staat producten te verwerken die mogelijk in verschillende posities of oriëntaties aankomen, terwijl ze hoge nauwkeurigheid en efficiëntie handhaven.
5. Waarom is machine vision steeds belangrijker geworden in sectoren zoals de productie, landbouw, gezondheidszorg en transport?
Machine vision combineert beeldverwerving, geautomatiseerde analyse, metingen en besluitvorming tot één technologieplatform. In de productie verbetert het de kwaliteitscontrole en productie-efficiëntie. In de landbouw ondersteunt het de gewasbewaking en productbeoordeling. In de gezondheidszorg assisteert het bij medische beeldanalyse en diagnostische ondersteuning. In transport maakt het verkeersmonitoring en kentekenherkenning mogelijk. Omdat machine vision grote hoeveelheden visuele informatie snel, nauwkeurig en consistent kan verwerken, is het een belangrijke technologie geworden voor automatisering, inspectie, monitoring en intelligente besluitvorming in veel sectoren.
Gerelateerde blog
-
Hoeveel nullen in een miljoen, miljard, triljoen?
![Hoeveel nullen in een miljoen, miljard, triljoen?]()
2024/07/29
Million vertegenwoordigt 106, een gemakkelijk te begrijpen figuur in vergelijking met alledaagse items of jaarsalarissen. Miljard, gelijk aan 109, beg... -
IRLZ44N MOSFET -datasheet, circuit, equivalent, pinout
![IRLZ44N MOSFET -datasheet, circuit, equivalent, pinout]()
2024/08/28
De IRLZ44N is een veelgebruikte N-kanaalmower MOSFET.Bekend om zijn uitstekende schakelmogelijkheden, is het zeer geschikt voor tal van toepassingen, ... -
Batterijtemperatuur te laag, opladen gestopt.Hoe het op te lossen?
![Batterijtemperatuur te laag, opladen gestopt.Hoe het op te lossen?]()
2024/10/6
Batterij oplaadproblemen voor mobiele telefoons komen vaak voor, maar kunnen effectief worden beheerd.Temperatuur speelt een grote rol bij de batterij... -
BC547 Transistor uitgebreide gids
![BC547 Transistor uitgebreide gids]()
2024/07/4
De BC547 -transistor wordt vaak gebruikt in verschillende elektronische toepassingen, variërend van basissignaalversterkers tot complexe oscillatorci... -
Een complete gids voor multiplexers en hun rol in digitale systemen
![Een complete gids voor multiplexers en hun rol in digitale systemen]()
2025/09/20
Multiplexers zijn componenten in digitale systemen, ontworpen om meerdere ingangssignalen te kanaliseren in een enkele uitgangsregel met behulp van bi... -
Uitgebreide gids voor SCR (siliciumgestuurde gelijkrichter)
![Uitgebreide gids voor SCR (siliciumgestuurde gelijkrichter)]()
2024/04/22
Siliciumgestuurde gelijkrichters (SCR), of thyristors, spelen een cruciale rol in de elektronische technologie van de kracht vanwege hun prestaties en... -
LR621, SR621SW, 364, AG1 -batterij -equivalenten en vervangingen
![LR621, SR621SW, 364, AG1 -batterij -equivalenten en vervangingen]()
2024/07/15
LR621 en SR621SW -batterijen zijn gangbaar in compacte elektronische apparaten zoals horloges, klein speelgoed, rekenmachines en externe toetsen.Meerd... -
Fundamentals van op-amp circuits
![Fundamentals van op-amp circuits]()
2023/12/28
In de ingewikkelde wereld van elektronica leidt een reis naar zijn mysteries ons steevast naar een caleidoscoop van circuitcomponenten, zowel voortref... -
CR2450 vs CR2032 Vergelijking: alles wat u moet weten
![CR2450 vs CR2032 Vergelijking: alles wat u moet weten]()
2025/09/15
Buttonbatterijen zoals CR2450 en CR2032 Voeren vele alledaagse elektronica, van horloges en afstandsbedieningen tot medische en industriële apparaten... -
Vergelijking van NMOS- en PMOS -verschillen en toepassingen
![Vergelijking van NMOS- en PMOS -verschillen en toepassingen]()
2024/11/15
Inzicht in de verschillen tussen NMO's en PMOS -transistoren is belangrijk bij het ontwerpen van efficiënte circuits.NMOS (N-type metaal-oxide-halfge...










Hete delen
- WM8998ECS/R
- UPD78F1144GB-GAH-AX
- DRV103H/2K5
- MT5112EE/A
- GJM0335C1E7R2CB01J
- DG333ALDW
- CGA5L3X8R1C335K160AB
- 0805PC222KAT1A
- R5F212B7SNFP#V2
- BCM45208KFSB1G
- HYB25D256163CE-5.0
- QS5991-5JRI
- AD7705BRZ
- ST72C334J2T6
- JRC2072D
- TM4C1237H6PGEI
- 08051A560JAT2A
- JMK316B7106ML-T
- TJA1010T/N1
- LTC3649IFE#PBF
- UC3861DW
- SN65HVD3086ED
- 12065A821KAT2A
- TPS78618DCQR
- eKTQ1030-ZP001AQJC
- TCST1103
- MC9S12C128CFUE16
- MMZ2012R102AT000
- GRM1557U1H8R9DZ01D
- M37560MFD-901FP
- TAJB106M016HNJ
- CH7107A-BF
- PIC12LF1822T-I/SN
- LT1764EFE#TRPBF
- MC9S08FL16CLC
- ADG1634BRUZ-REEL7
- MB89935BPFV-GS-251-BND
- T491D227M006ZTZ012
- NXJ2S0505MC-R7
- T495C107K006ATA1K2
- IDT728980J
- MC33288ADHR2
- MSM54V16258BSL-40TK
- MST3580M-LF-140
- IS61LV5128-12TI
- TMS320DM641GNZ500
- MT41J128M16JT-093K
- SQJ463EP-T1-GE3
- XCV150-4PQG240I
- STM32F301K8T6